
手機號碼:15258226625
傳 真:0574-88077381
公司地址:浙江省寧波市鄞州區薑山鎮陳家團
公司網址:www.xhytool.com
郵箱地址:171455916@qq .com
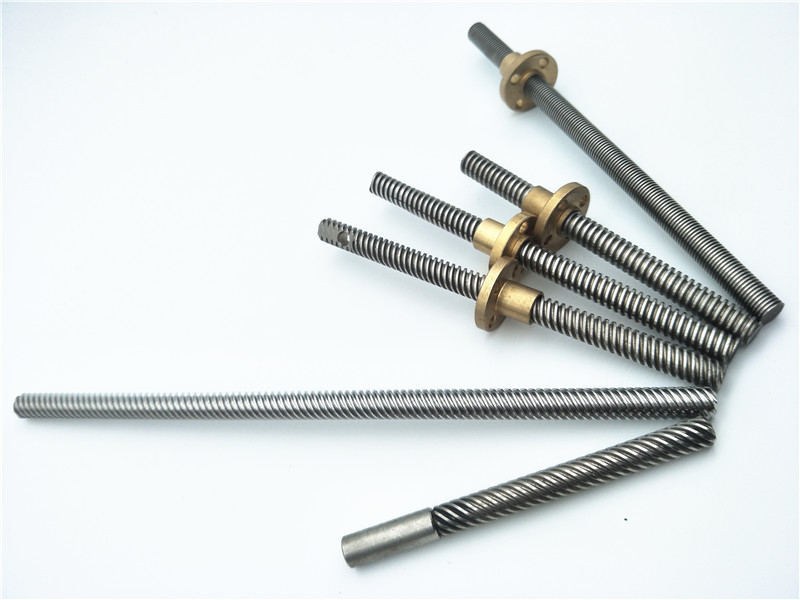
型 號:Tr8*1.5,Tr8*2,Tr8*4,Tr8*8,Tr8*14,Tr8*20
用 途:9D打印機,電機,自動鎖,升降機,汽車配件等
同類其他型(xíng)號:T8*1,8*1.5,8*2,8*4,8*8,8*10,8*12,8*14,8*20等可定製各種規格型號
材質/可做材質:絲杆:鐵/不鏽鋼,螺母:銅/尼龍
可生(shēng)產(chǎn)直徑/導程/螺距/頭數:直徑3.5-80,導程1-60,螺距(jù)1-10,頭數1-12
形絲杆/螺杆")
網絡優化資料:
生產(chǎn)加工方式設計方案
銑削渦(wō)杆時(shí),摘除的金屬材料量大,並且(qiě)陶(táo)瓷梯形絲杆螺母一般是數控刀片的好多個鑽削刃另外工(gōng)作中,使切削排出時相互之間影響,銑麵受阻,切削速度很大。因而,根據轉換(huàn)走刀方法,以獲得融入不一樣實際生產加工標準的有效鑽削方式,這針對減少切削速度、提升鑽削高效率、確保生產加(jiā)工(gōng)品質等,有很大的實(shí)際意義(yì)四。在刀具梯(tī)形絲(sī)杆防灰耐用中,鑽削深層和切削速度決策鑽削層總麵積的尺寸是危害切削速度的關鍵要素。針對渦杆的銑削,綜上所述運用宏程序開展層次脫離物(wù)削,能夠很切實解決出現的難題。采用“層次脫離”生產(chǎn)加工渦(wō)杆的方法,如圖所示4圖示。事實上是先加成型銑刀橫著走(zǒu)刀①,切至一(yī)定深層(céng)後,改(gǎi)成徑向走刀②,並且(qiě)用很大的徑向切削速度開展超強力鑽削,這般層次銑削至全(quán)牙深(shēn)。這類方式,每一次進刀的(de)鑽削深層較小,而(ér)鑽削(xuē)薄(báo)厚很大,摘除一樣(yàng)多的金屬(shǔ)材料時,切削速度較小。另外,銑刀報名參加鑽削的刃口長短大幅減少,使尖刀(dāo)支承(chéng)情況和熱管散熱(rè)狀況也獲得改進,銑麵圓滿,不容易紮刀。鑽削高效率可獲得加倍的(de)提升。
綜合性所述能夠看(kàn)得出,根據走刀方法,有效地分派粗車時的鑽削負(fù)載,能夠減少切削速度,改進數控刀片鑽削一部分的支承情況和銑麵狀況;能夠采用較高的刀具耐用,獲得很大(dà)的金屬(shǔ)材料切除率。鏜孔時,則選用直下刀方(fāng)法,各自2次銑削渦杆的側(cè)邊,以確保獲得較高的生產加工精密度(dù)和較小的粗糙度。




蝸杆")
頭蝸杆")
